Производство
Производство
На качество опалубочного щита непосредственно влияет оборудование, на котором оно производится. Мы решили сделать Вам экскурсию по заводу производства опалубочных систем, чтоб вы убедились в идеальном качестве и надежности конструкций, предлагаемых 1-Й ОПАЛУБОЧНОЙ КОМПАНИЕЙ. Завод впечатляет своими масштабами и количеством высокотехнологичного оборудования.























Нанесение полимерного порошкового покрытия
Нанесение полимерного порошкового покрытия на сваренную раму щита осуществляется на автоматизированной линии турецкой компании «Electron Sistem Teknik A.S.», в состав которой включены вертикальный дробемет для подготовки поверхности щита, две откатных автоматических камеры для нанесения порошкового покрытия в электростатическом поле, печь полимеризации и холодильник.
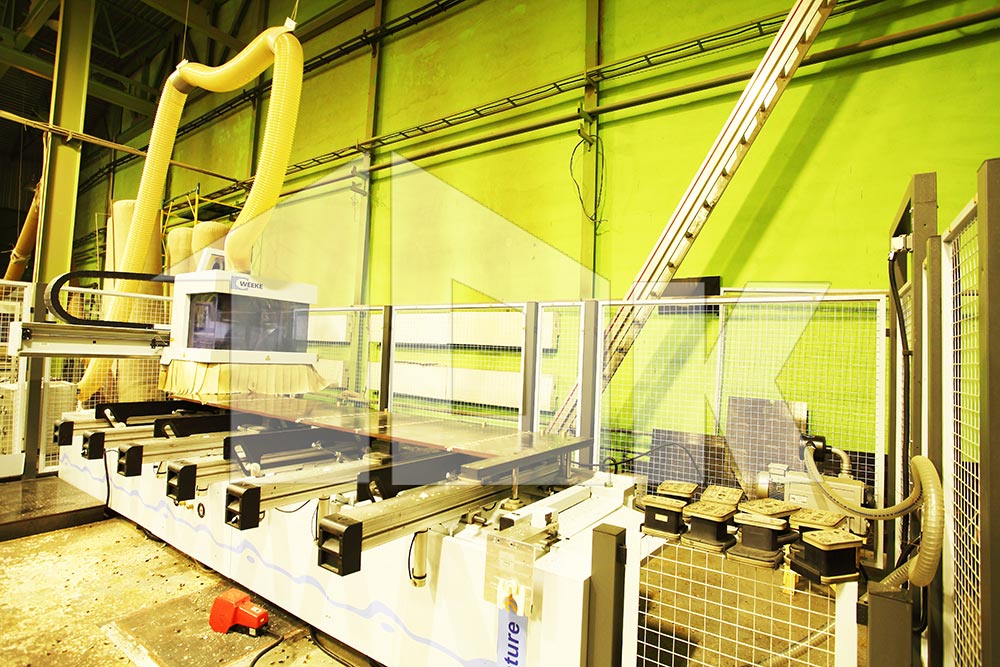
Раскрой, фрезерование и разметка
Раскрой, фрезерование и разметка ламинированной фанеры для палубы щитов осуществляется на двух автоматических обрабатывающих центрах с программным управлением компании «WEEKE» (Германия).
Сварка объёмной стойки на роботах
Мы добавили возможность производить сварку еще и объёмных стоек для опалубки перекрытий на наших роботосварочных комплексах (РСК-1 и РСК-2). Это обеспечивает высочайший класс надежности объёмных стоек! Сварка производится в автоматическом режиме, что гарантирует идеальный сворной шов и отсутствие человеческого фактора в производстве такого важного элемента как стойка.
Сварка стальных щитов
Сварка стальных щитов опалубки осуществляется на роботосварочных комплексах (РСК-1 и РСК-2), имеющих каждый по два пятиосевых манипулятора японской компании «OTC Daihen» и по два сварочных кондуктора с быстрозажимными элементами немецкой компании «AMF». На РСК-1 производится сварка наиболее популярных типоразмеров щитов высотой 3,0 м различной ширины, конструкция РСК-2 позволяет осуществлять сварку в автоматическом режиме щитов размерами от 0,6х0,6 м до 1,2х3,3 м, причем на двух кондукторах может быть задан разный типоразмер щита.
Резка профиля
Резка профиля 100х50 (используется для ребер жесткости щита) и трубы (для втулок) производится на автоматических отрезных ленточнопильных агрегатах чешской компании «PILANA», позволяющих в автоматическом режиме осуществлять рез пакета заготовок размером 350х300 мм с точностью ±0,3 мм.
Резка стального контурного профиля
Резка стального контурного профиля (120х60) производится на автоматизированной линии немецкой компании «KALTENBACH», разработанной специально для резки опалубочного профиля с точностью реза ±0,5 мм даже под углом 45 градусов.
Резка контурного профиля
Резка контурного профиля (120х60) производится на двухголовом автоматическом станке итальянской компании «LGF», который осуществляет одновременно два реза под углом 45 градусов с точностью ±0,3 мм.